
令和2年度 日本機械工具工業会賞
技術功績大賞
| スミボロンバインダレス工具シリーズの開発 | 住友電工ハードメタル株式会社 |
| 東 泰助、原田高志、久木野 暁 | |
新規性
・独自の大容量超々高圧焼結技術(10万気圧以上)により、超微粒BL-CBN(粒径:数百nm)に加え、新開発の超々微粒CBN(数十nm)からなるBL-CBNの量産技術を確立した(世界初)。
・従来CBN工具比5~10倍の刃数となる超多刃BL-CBNエンドミル(例:φ5で16枚刃)の開発により、難削材で超高能率加工を実現した。
技術功績賞
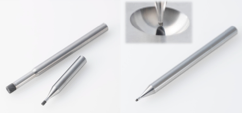
| クレセントラインバーの開発 | 富士精工株式会社 |
| 松下宣哉、藤井章博、近藤浩徳 | |

新規性
専用機加工では支持治具上の支持穴と工具本体外径との隙間量を極小にすることで支持穴中心位置と工具中心位置を適合させるが支持治具位置の精密なアライメント調整や隙間量の管理が必要である。
本開発品は加工対象物の両端の穴を支持穴とし遠心力を用いて円周方向に工具を密着させるため、支持治具が不要であり隙間量の管理もなく支持穴中心位置に対し正確な工具中心位置を実現できる。
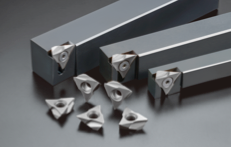
| 両面インサート式高送りカッタWJXの開発 | 三菱マテリアル株式会社 |
| 萩原隆行 | |

新規性
両面インサートの多くは、その対称性から上下面に対して垂直な外周面で構成されるが、高送り工具に必要とされる低切削抵抗やランピング加工角度が両立できない。本製品は業界初の上下非対称ねじれ凹逃げ面を特徴とし、二つの性能を両立した。同時に、荒加工に適した強固なクランプ機構と切れ刃強度を達成した。
技術奨励賞
| 高能率加工工具「ST4-TFX」の開発 | 日本特殊陶業株式会社 |
| 吉川文博、安藤巨樹、野﨑翔太 | |
新規性
従来工具と比較し、ハイレーキなすくい角を有することで切削抵抗を低減することに成功した。高切込み時に発生する多量の切屑を制御可能な形状設計により安定加工と良好な加工面を両立した。
加えて高切込み加工に対応するために、被膜は高いAl含有率で硬度を維持しつつ、軟質相である六方晶を敢えて析出させ、かつその割合を制御することで、潤滑性を向上させ切削抵抗を低減した。更にはこの六方晶の存在により被膜の耐溶着性、耐チッピング性を向上させることができた。
高負荷加工に設計されたこれらインサート形状と被膜との相乗効果により高切込み加工でも安定加工が可能となった。
| アクアREVOドリルオイルホールの開発 | 株式会社 不二越 |
| 松本克洋、大野伸一郎 | |

新規性
穴加工では穴の奥でドリルが回転すれるため、クーラントの流量、流速、方向性を可視化することが困難であった。流体解析と、コーナやシンニング部の摩耗進行メカニズムを解析することで、独自のオイルホール形状を導き出した。クーラントでコーナとシンニングを狙い撃ちした結果、冷却性能が向上し、摩耗進行を抑制した所に新規性がある。
| 刃先交換式ボールエンドミルBR2P形の開発 | 株式会社MOLDINO |
| 永渕憲二 、小林由幸、木内康博 | |

新規性
従来親刃・子刃2種類のインサートで使用する刃先交換式ボールエンドミルは従来もあった。しかし、インサートの拘束性を保つための貫通溝を設けると、最も切削抵抗のかかる切れ刃底面の溝に応力集中が発生して欠損する問題点があった。これを親子刃一体形のインサートにし、インサートの拘束性を維持する貫通溝を非平行として、最も切削力のかかる親刃側底面を非貫通溝にする工夫によって、インサートの拘束性を維持しつつ切削力のかかる切れ刃底面の応力集中を緩和したことに新規性がある。さらにねじれ切れ刃形状の採用により、切削抵抗を削減することができるため、加工能率の改善と長寿命化を実現できる。