
2024年(第10回) 日本機械工具工業会賞
技術功績大賞
なし技術功績賞
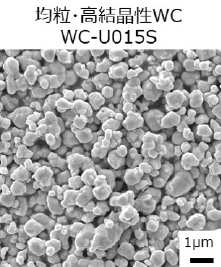
| 均粒・高結晶性WC粉の開発 | ㈱アライドマテリアル |
| 本棒 深也(ほんぼう しんや) | |
新規性
本開発品WC粉「WC-U015S」は、微粒WC粉末を原料とする超硬合金の機械特性および熱特性改善を目的として、従来粉末と比較して粉末粒度の均粒化および粉末一次粒子の高結晶化を実現している。
| センシングツールおよびKKDX加工サポート | 住友電工ハードメタル㈱ |
| アプリケーション開発部 吉田 高太(よしだ こうた) アプリケーション開発部 土屋 和馬(つちや かずま) 住友電気工業㈱ アドバンストマテリアル研究所 原田 真志(はらだ まさし) |
|

新規性
切削加工は微小かつ高速な変形現象で、切削液の使用もあり加工点の現象可視化は容易ではなく、現実には切削負荷や振動などから現象を把握し、適切な加工条件の設定や異常原因の究明に活用することが有効である。当社では、より加工点に近い位置で現象を捉えるため工具(旋削バイトや転削ホルダ)内にセンサ、無線通信装置、電池を搭載したセンシングツールを開発し、同ツールにより顧客の課題を効率的に解決するKKDX加工サポートを開始した。
| 鋳鉄旋削用コーテッド材種「AC4125K」の開発 | 住友電工ハードメタル㈱ |
| 合金開発部 合金開発グループ 深江 恒佑(ふかえ こうすけ) 住友電気工業㈱ ハードメタル事業部 グローバルマーケティング部 小野 聡(おの さとし) 北海道住電精密㈱ 技術部 寺村 浩(てらむら ひろし) |
|
新規性
自動車をはじめとする幅広い産業で用いられる鋳鉄部品は、軽量化を目的に薄肉、複雑形状化している。また、薄肉化した場合でも十分な強度を確保する観点から、鋳鉄素材は高強度化が進み、難削化が進展している。一方で加工現場では、コスト削減要求の高まりや工作機械の性能向上を背景に、高速・高能率加工への要求が以前にも増して高まっている。そこで、そのような市場ニーズに対応する鋳鉄旋削用新材種「AC4125K」を開発した。
| ステンレス鋼旋削用材種AH6200シリーズの開発 | ㈱タンガロイ |
| 技術本部材料開発部 PVD開発グループ 主任 片桐 隆雄(かたぎり たかお) | |

新規性
ステンレス鋼は熱伝導率が低く、工具の刃先温度が上がりやすいため、クレータ摩耗が拡大して刃先強度が低下すると、刃先の塑性変形が急激に進行する。これに加えて、オーステナイト系ステンレス鋼では、加工硬化に伴う境界損傷や欠損が原因で工具寿命が不安定になりやすい傾向がある。AH6200シリーズは、従来材種から耐摩耗性と耐境界損傷性、耐欠損性を改善することで、工具寿命の延長と汎用性の向上を目的として開発した。 AH6200シリーズでは、耐熱性に優れる厚膜Tiリッチコーティングがクレータ摩耗を抑制し、特徴的な2つの耐摩耗層によって従来弱点であった境界損傷を克服、さらに高次元の耐摩耗性と耐欠損性を両立した高硬度Tiリッチナノ積層を組み合わせることで、工具性能とともに汎用性が大幅に向上した。
| 内径溝入れ工具ADDInternalCutの開発 | ㈱タンガロイ |
| 技術本部 切削工具開発部 旋削工具開発グループ 主務 近藤 佑磨(こんどう ゆうま) 技術本部 切削工具開発部 旋削工具開発グループ 課長 大塚 潤(おおつか じゅん) マーケティング本部 プロダクトグループ ノンローテティングツール担当 主任 比留川 亮(ひるかわ りょう) |
|

新規性
継ぎ手やシャフトと小径軸物部品などの内径溝入れ加工は、1,2コーナーの刃先交換式工具を使用する事が主流である。近年、経済性の向上を期待して4コーナー仕様の刃先交換式工具が登場しているが、加工中に刃先が動くことによる加工精度不良やインサート欠損時に取付け不良が発生するなど、クランプ性能に関する問題が発生している。この問題を解決する為、クランプ性能を改善した4コーナー小内径溝入れ工具の開発を行った。 本開発品は、優れた位置決め精度と切削力を受け止め刃先の動きを抑制するクランプ機構により、クランプ性能を向上させた。また、このクランプ機構は切れ刃が欠損した際にインサートの取付けが可能で、全てのコーナーを使用できることから、経済性にも優れている。
| 「アクアREVOドリル バリレス」の開発 | ㈱不二越 |
| 工具事業部 工具技術部 ドリル商品開発 野城 淳一(のしろ じゅんいち) 工具事業部 工具技術部 ドリル商品開発 山田 雄大(やまだ ゆうだい) |
|
新規性
本製品は、穴あけ時の困りごとである抜け側に発生するバリや陣笠の発生を抑制することで、バリ取り工程縮減や工程内のトラブル削減を提供するものである。 ・一般的な汎用ドリルでは、バリ抑制のために送りや切削速度を下げて加工能率を落とす必要があったが、本開発により最適化された刃先形状により、汎用ドリルと同等の切削条件、同等の工具寿命で加工できる点に特長がある。
| 汎用ミーリング材種「MV1030」の開発 | 三菱マテリアル㈱ |
| 筑波製作所 材料開発部 杉山 醇(すぎやま じゅん) 筑波製作所 インサート製造部 浅利 翔太(あさり しょうた) 筑波製作所 材料開発部 打田 雄一(うちだ ゆういち) |
|
新規性
本開発は鋼・鋳鉄・ステンレス向けの汎用ミーリング材種として、PVD製品並みの耐欠損性をもち、CVD製品以上の耐摩耗性を備えた工具の開発を狙ったものである。
本製品は耐欠損性の向上を目的として、従来技術の約半分の膜厚を生産レベルで均一に形成するできるように改良した結果、P/K/M種と汎用化を実現し、従来技術に対して大幅な性能向上を果たした点に特徴がある。
| 高硬度鋼加工用高送り小径複合ラジアスエンドミル | ㈱MOLDINO |
| 野洲工場 開発技術部 部長補佐 田牧 賢史朗(たまき けんしろう) 野洲工場 開発技術部 技師 坂本 誠(さかもと まこと) |
|

新規性
・本開発は、高硬度鋼における小径エンドミルを使用した精密金型の荒加工において、工具寿命と加工能率改善を狙った多刃ソリッドエンドミルである。
・近年増加している燃料電池セパレータ金型やコネクタ金型の精密金型材料は、SKD11やその改良鋼が用いられることが多く、高硬度鋼の直彫り荒加工は工具の短寿命化と能率の低さが悩みであった。特に、市販されている正ラジアスエンドミルを荒加工に使用した際、底刃とコーナR刃の繋ぎ部にチッピングが発生し、寿命に至ることが多い。
・本開発品は当社刃先交換式式高送り工具の設計思想を継承し、底刃を複合ラジアス形状とした。高送り工具は一般的な正ラジアス形状と比較し、底刃の切れ刃長さを長くし、応力を分散させ、局所的な工具損傷を抑制することが可能である。
・高硬度鋼の荒加工において、工具寿命と加工能率を改善することで、使用する工具本数や加工時間を削減し、環境負荷についても低減が見込める。
| 2枚刃ボールエンドミル「CWLB」の開発 | ユニオンツール㈱ |
| 第二工具技術部 エンドミル工具開発課 係長 吉村 翔太(よしむら しょうた) 第二工具技術部 エンドミル工具開発課 課長 渡邉 昌英(わたなべ まさひで) |
|
新規性
本開発はプラスチック金型業界において使用量の多いプリハードン鋼を材料に用いた金型の品質向上を狙ったボールエンドミルである。工具先端部に微小なフラット面を設けることにより、工具先端部を使用した仕上げ加工において、加工面の面粗度と鏡面性を改善した。このフラット面は、ボールRの形状精度を高精度に維持可能なレベルに微小であり、仕上げ加工において効果を発揮する適当な範囲に制御して設けられている。
技術奨励賞
| 低抵抗高速加工ヘリカルエンドミル「ドリミル」 | ㈱イワタツール |
| 岩田 昌尚(いわた まさなお) | |

新規性
本製品は高能率・低抵抗の切削加工を目的として、従来製品のヘリカル加工用エンドミルにはない底刃の中低角を増大させた独自の刃型としたことに特徴がある。